Das Grundprinzip hinter dem Projekt smartROLL ist einfach: Wenn für das Umformen der Linienkontakt einer Walze anstelle der großflächigen Kontaktfläche eines Presswerkzeugs eingesetzt wird, genügen wesentlich geringere Umformkräfte. Walzwerkzeuge kosten nur etwa 40 bis 50 Prozent eines Umformwerkzeugs und finden in einer wesentlich kompakteren (und preiswerteren) Anlage Platz. Das ist ein klarer wirtschaftlicher Vorteil, sofern das Umformergebnis den qualitativen Anforderungen genügt.
smartROLL entwickelt System zur Inline-Prozessüberwachung
Ziel des Vorhabens smartROLL ist zunächst die Entwicklung eines Systems zur Anlagen- und Prozessüberwachung, das eine wirkstellennahe und inlinefähige Erfassung, Auswertung und Bewertung aller zustands- und prozessrelevanten Kenngrößen beim Walzen von Präzisionsteilen ermöglicht. Auf diese Weise stehen Qualitäts- und Prozessinformationen künftig bereits während der Fertigung zur Verfügung, als Grundlage für eine adaptive Prozessregelung zur Verbesserung von Produktqualität, Gesamtanlageneffektivität und Betriebssicherheit. Dabei werden die Bereiche Mechanik, Prozess und Regelung gemeinsam betrachtet und das Gesamtverhalten des Systems vollumfänglich erfasst. Diese integrierte Herangehensweise erlaubt eine ganzheitliche Analyse und Bewertung aller Einflussfaktoren auf die Bauteilqualität.
Die Grundlage der Inline-Überwachung bildet eine korrelierte Auswertung verschiedener Datenquellen: nachgerüstete Sensoren in der Maschine (z. B. Dehnungssensoren an Walzenlagerungen), Sensoren in den Walzwerkzeugen (z. B. Drehwinkel-, Beschleunigungs- oder Kraftsensoren) sowie Bestandssensorik wie Momenten- oder Drehwinkelerfassung. Entscheidend ist der Einsatz geeigneter Datenfusionsmethoden, um diese unterschiedlichen Daten systematisch zu kombinieren und integriert auszuwerten. Erst durch die „richtige“ Zusammenführung aller Sensordaten gelingt eine umfassende, datengestützte Einsicht in den Zustand und die Leistungsfähigkeit von Maschine und Prozess.
Maschinelles Lernen erkennt Prozessabweichungen
Um Anomalien in den Sensordaten eindeutig einem Ereignis wie etwa einer Qualitätsschwankung zuordnen zu können, werden im Projekt die Wirkmechanismen des Hohlwalzprägens sowie der eingesetzten Maschinen- und Werkzeugtechnik in mathematische Modelle überführt. Diese Modelle fließen in ein Diagnosesystem ein, das auf Methoden des Maschinellen Lernens (z. B. Support Vector Machines) basiert.
Die Auswertelogik und die Modelle werden zusammen mit einer optimierten Systemarchitektur in die Maschinensteuerung der Versuchsanlage integriert und echtzeitfähig ausgeführt. Dadurch entsteht zum einen ein virtueller Zwilling, der Informationen auf verschiedenen Detailstufen bereitstellt. Zum anderen wird ein adaptives Regelungssystem ermöglicht, das auf Basis erkannter Schwankungen in Prozess-, Maschinen- und Qualitätsparametern die Prozessstellgrößen anpasst und diese Anpassungen in einer geschlossenen Regelschleife umsetzt.
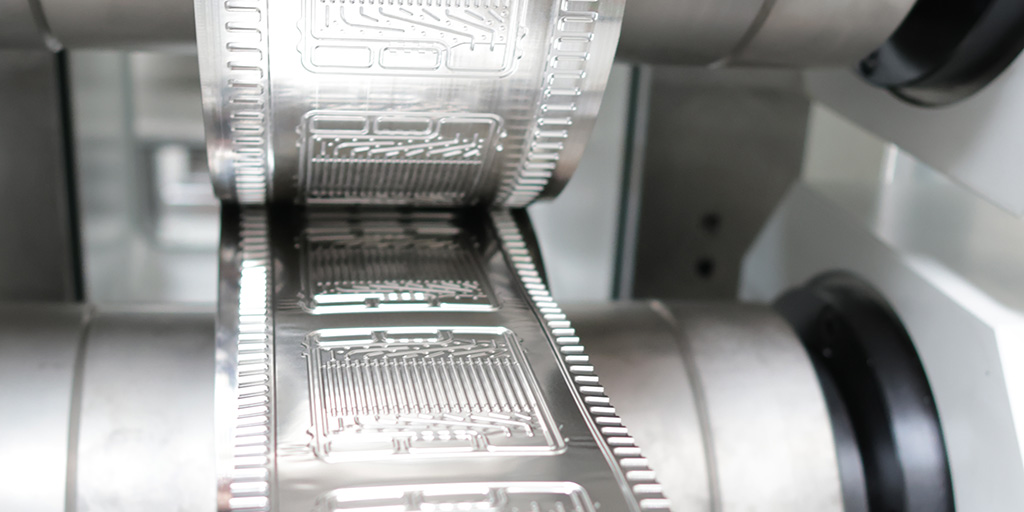
Walzverfahren für Bipolarplatten in Wasserstoffsystemen
Der Wirkungsgrad von Elektrolyseuren und Brennstoffzellen hängt zu einem großen Teil von der Fertigungsqualität der Bipolarplatten ab, die als Kernelemente beider Wasserstoffsysteme gelten. In der Referenzfabrik.H2 haben das Fraunhofer IWU und seine Partner das Hohlprägewalzen von Bipolarplatten bereits zur Großserientauglichkeit qualifiziert. Im aktuellen Projekt ist es das Ziel, die Prozess- und damit die Produktqualität nochmals zu erhöhen – und damit eine Grundlage für die Anwendung dieses Verfahrens für zahlreiche weitere Bauteile und Produkte zu schaffen.
Das Projekt smartROLL wird mitfinanziert durch Steuermittel auf der Grundlage des vom Sächsischen Landtag beschlossenen Haushaltes. Projektpartner des Fraunhofer IWU sind: Profiroll Technologies GmbH, AUTEZ GmbH, TIQ Solutions GmbH.
Foto: Fraunhofer IWU